


價格
¥3,522.00
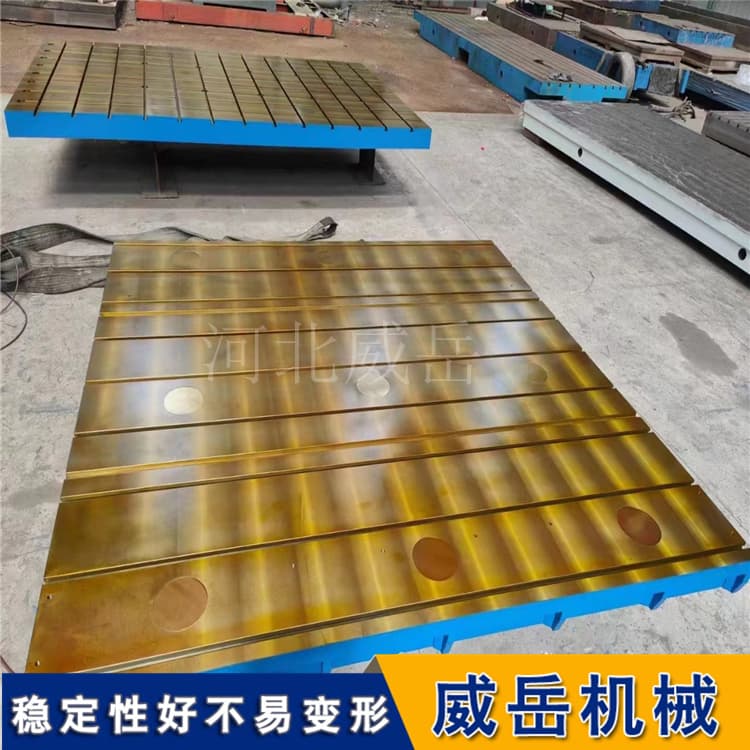
型號
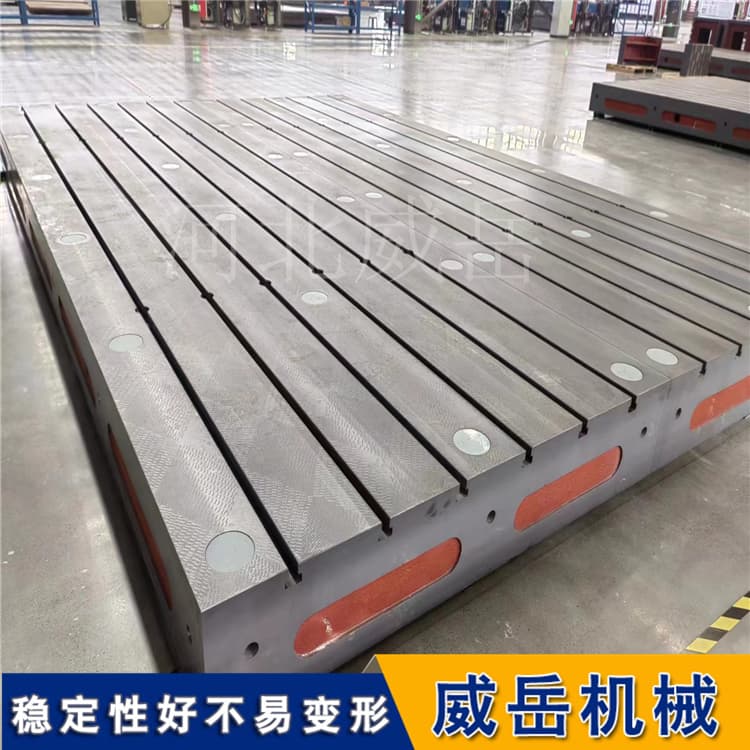
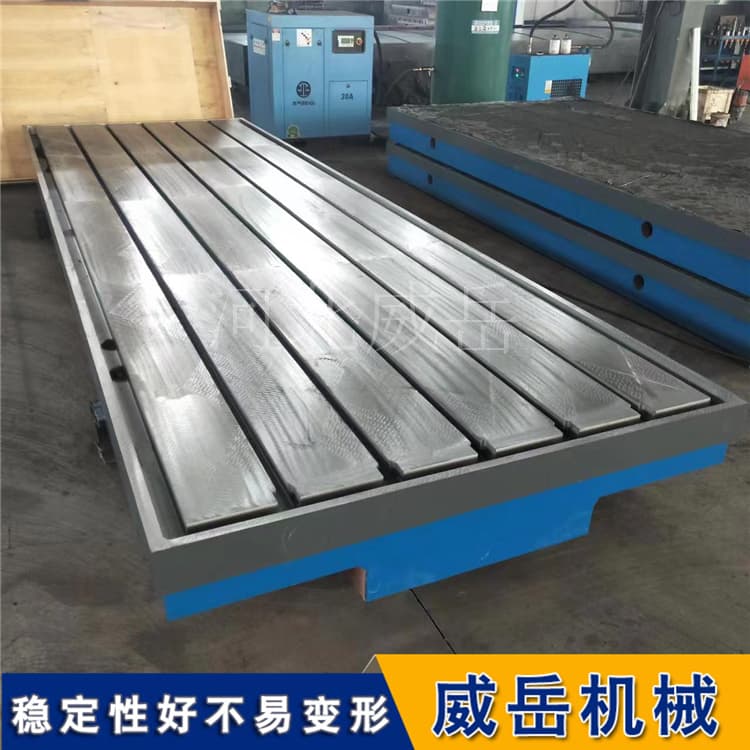
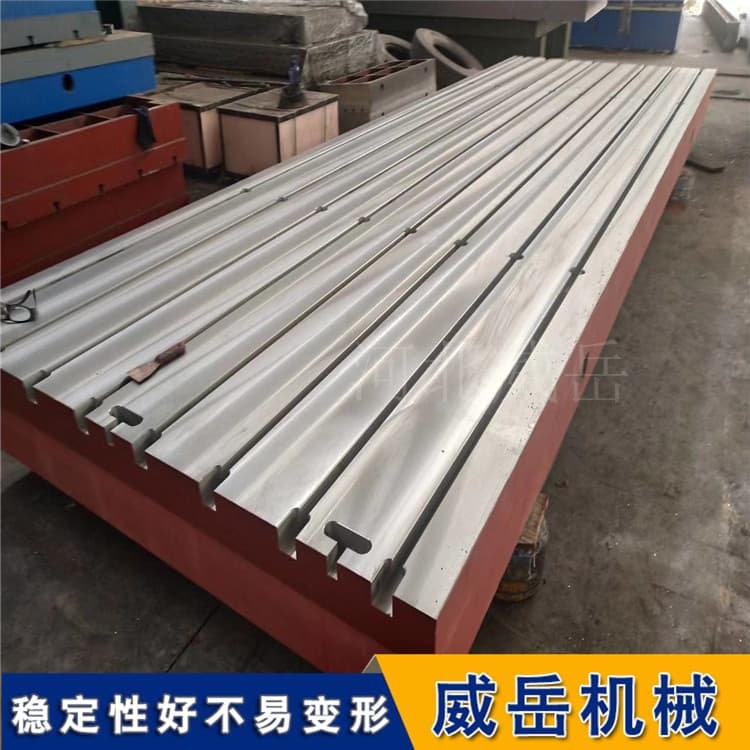
2000*4000
品牌
河北威岳機械
所在地
暫無
更新時間
2025-09-06 08:59:27
瀏覽次數
次
其他推薦產品
 會員服務熱線:010-62681193
展會合作/友情鏈接:010-62681114
會員服務熱線:010-62681193
展會合作/友情鏈接:010-62681114


 京公網安備 11010802023672號
京公網安備 11010802023672號
鑄鐵平臺生產工藝全解析:從鑄造到刮研的5項核心技術揭秘
在大型設備安裝、測量及機械加工領域,鑄鐵平臺是不可或缺的基礎工裝。其平面精度直接影響設備安裝的穩定性與測量數據的可靠性,而高質量的鑄鐵平臺需經過多道工序錘煉。本文將深入解析從鑄造到刮研的6項核心技術,揭秘鑄鐵平臺的生產奧秘。一、材質配比與熔煉技術
鑄鐵平臺的性能始于材質,灰鑄鐵HT250-300是主流選擇,其碳含量需控制在2.9%-3.5%,硅含量1.8%-2.4%,通過合理配比實現強度與良好耐磨性的平衡。熔煉時采用中頻感應爐,將生鐵、廢鋼、增碳劑按比例投入,升溫至1450-1500℃,并加入硅鐵、錳鐵進行脫氧處理。關鍵在于控制硫、林含量(硫≤0.12%,林≤0.3%),避免鑄件出現熱裂或冷脆問題。熔煉完成后,需靜置30分鐘以上,確保鐵水純凈度,為后續鑄造奠定基礎。
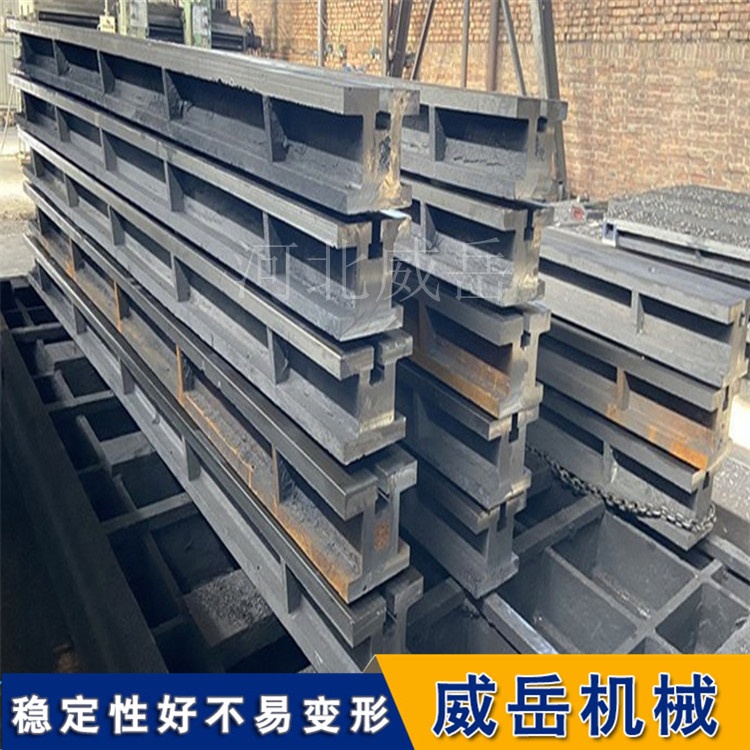
二、砂型鑄造與澆筑工藝
砂型質量直接決定鑄件精度,采用樹脂砂造型技術,砂粒粒度控制在50-100目,樹脂加入量2.5%-3%,固化劑1%-1.5%,確保砂型強度達8MPa以上。造型時使用數控砂型機床,型腔尺寸誤差控制在±2mm,表面粗糙度Ra≤12.5μm。澆筑環節采用階梯式澆口設計,鐵水澆注溫度保持在1380-1420℃,澆注速度控制在5-8kg/s,通過慢-快-慢的節奏避免卷渣、氣孔。對于大型平臺(≥2000×3000mm),需采用分段澆筑與時效處理結合的方式,減少內應力。
三、時效處理技術
鑄件冷至200℃以下后,需進行人工時效處理,去掉鑄造內應力。將鑄件放入時效爐,以50℃/h的速度升溫至550-600℃,保溫4-6小時,再以30℃/h的速度降溫至200℃以下出爐。對于高精度平臺,還需進行二次時效,即粗加工后再次升溫至400-450℃保溫3小時,進一步穩定金相組織。時效處理可使鑄件殘余應力降低60%-80%,防止后續加工變形。